
機械としてのZを正確に捉えて最高の車両=GT-M製作に生かす・ブルドック
ズレやばらつきを抑え意図的に当たりを作る

▲ブルドックの代表・和久井維彦さん(右)と各種加工を担当する河内光弘さん。「何もなかったところから必要な機械や工具を揃えて今のような環境になった」とふたりともにこやかにこれまでを振り返る。
「新しい治具を作ったんです」
そうブルドック・和久井さんに言われて同社の工場内に入ると、1本の丸棒がフライス盤にセットされていた。いったい、何の治具だろう。当然、空冷Z用なのだが、どう使うのか。
「炭素鋼製で、焼き入れ円筒研磨処理しています。簡単に言ってしまえば、ダミークランクシャフト。この治具を使う理由のひとつは、クランクケースの個々の状態を知るため。
そしてもうひとつは、正しい状態にクランク/シリンダー/ヘッドを置けるようにするため。つまり、クランクシャフトを車両作りの基準点に置くため。メーカーの数値うんぬんではなく、基準を知りたかった。実際にどう使うのかは、加工を担当する河内が説明してくれます」

▲フライス盤上でチャックに咥えられてセッティングされているのは、クランクシャフトをすべての基準点とするために作成されたブルドックの新作治具だ。
丸棒にはいくつかの穴が開けられている。円筒研磨仕上げということは断面は正円で、焼き入れもされている、つまり変形をしないことが前提。エンジンパーツの治具だから、こうして教えてもらえば当然と思える。だが、この後の説明を聞くと、世界は広がる。
「穴はクランクケースのノックピン(位置決めピン。ここではクランクケースとクランクベアリングの固定用)が入る位置に開いています。治具は固定しやすいように片側だけ削り込んであってそこを咥えていて、片方もセンターで支持しています」
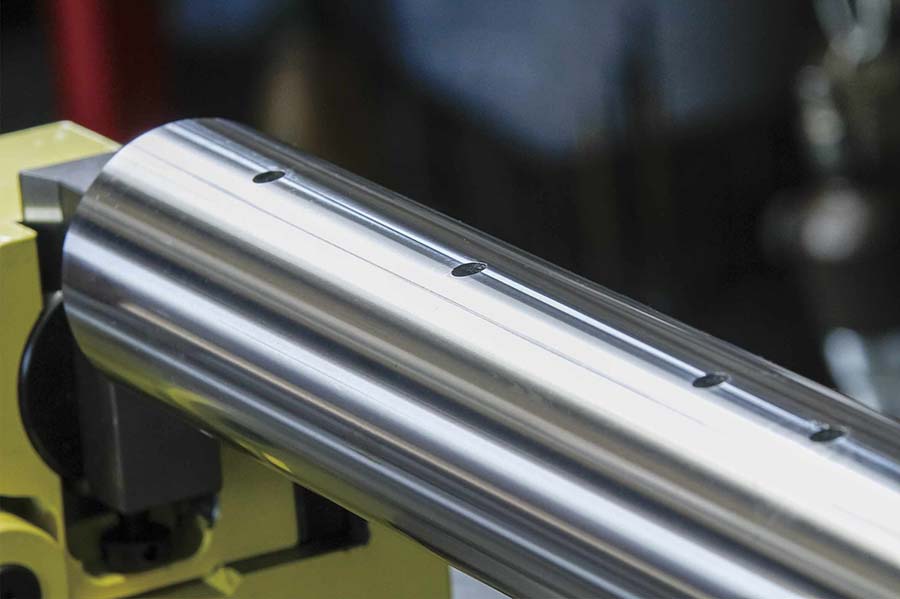
▲炭素鋼を円筒研磨加工・焼き入れしたダミークランクシャフトで、表面には空冷Zのクランクケースノックピンと同じ位置(Zのクランクベアリングに入る箇所)に同径の穴が開けられる。
河内さんは簡潔に説明しながら、ダイヤルゲージを治具の上に当て、フライス盤のテーブルを左右に動かす。ゲージの針はまったく動かない。次いでゲージを治具の芯に対して90度動かした手前側に当てて、同様に左右に動かす。同じく、針は動かない。
「これでZ軸とY軸、つまり縦横の両方で真っ直ぐ。曲がりのないクランクシャフトが水平で、左右のどちらも前や後ろにずれていないように固定した状態と同じになっています。これが“基準点”になるんです」


▲ダミークランクシャフトのノックピン穴近辺にダイヤルゲージを0位置にして当て(左下写真)、テーブルを左右に動かす。ゲージの針は動かない(右下写真)。90度手前に当てて0位置を出してテーブルを動かしても同様(下写真)。上下(Z軸)/左右(Y軸)に平行と分かる。
冒頭の基準点に治具を置いたということは分かった。その意味するところは、続く作業でより鮮明になってくる。河内さんは、セットされた治具の上にアッパー側クランクケースを載せる。
「ケース側のノックピンを先ほどの穴に合わせて、治具の下側からケースと対になっているメインベアリングキャップを被せて締めます。両側4カ所のホルダーは治具に合わせたものを作ってますから、これも締めます。これで、真っ直ぐなクランクシャフトがクランクケースに入った状態となります」
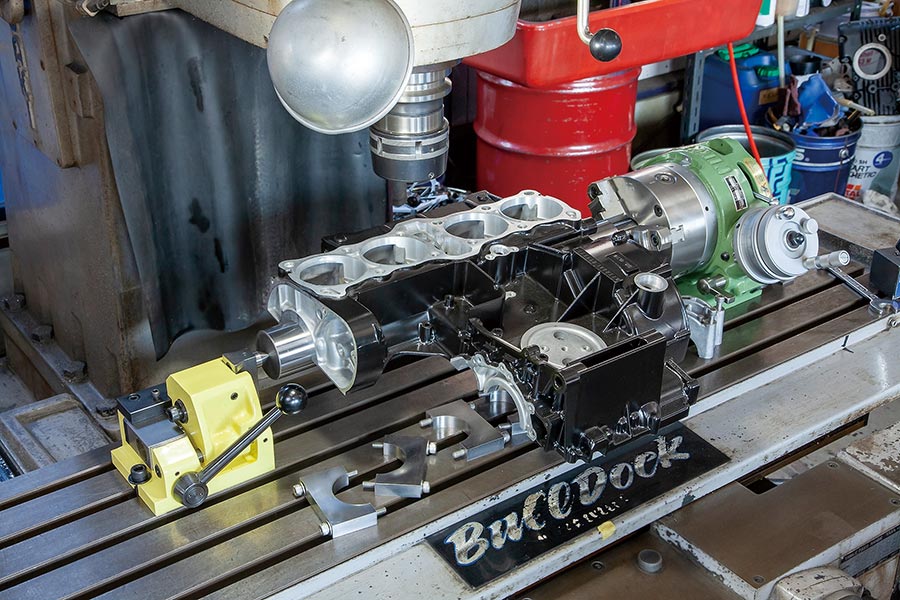
▲基準点に対してアッパーケースを精密合わせする作業。
この次に行われるのは、固定されたクランクケースの上面にダイヤルゲージを当てて各部を見ていくことだ。
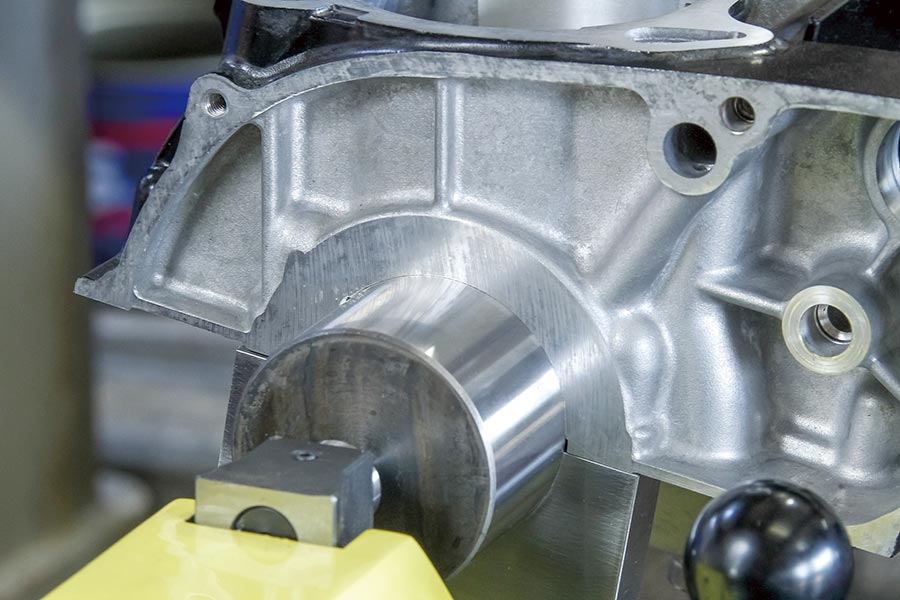
「クランクシャフトとクランクケースの位置関係が分かります。上面が左右方向でも前後方向でも傾いていれば、この治具上でいわゆる面研を行って両者、クランクシャフトセンターに対してケース上面を平行にする。今回用意したケースは既に加工していますけど、このように加工して平行を出す。
シリンダーの位置を決めるノックピンの穴も底面で平行と真円度(ズレがないか)を測って、修正します。すると、クランクとクランクケース/シリンダーの穴(スリーブ穴)が斜めになったり前後にずれたりせず、正しく直交する。もちろん4気筒ともです」
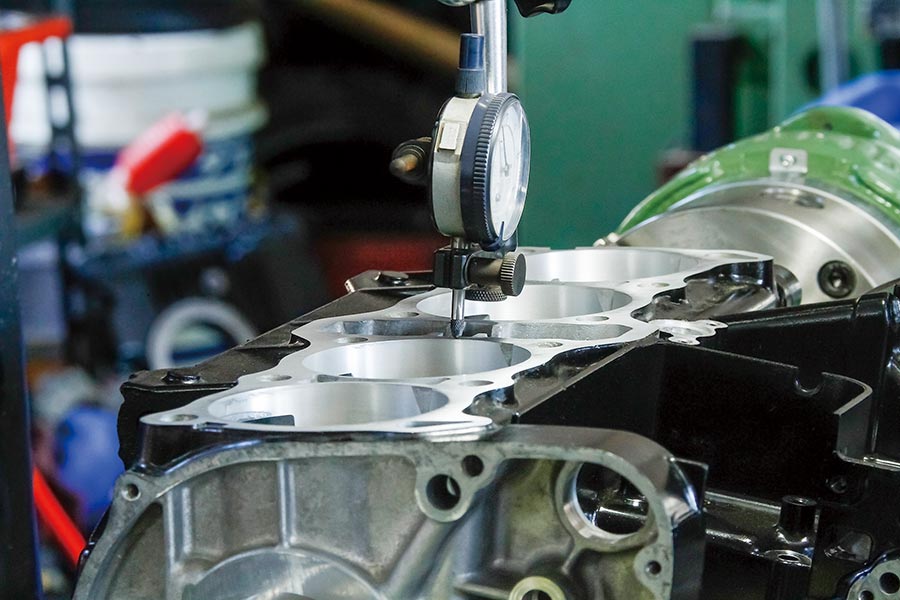
▲ダミークランクシャフトに留めたクランクケースの上面を測定。
シリンダーとクランクケースもクランクを基準に位置が揃うわけで、シリンダー、場合によってはクランクケースでも行うボーリングの際に、その基準点がはっきりと統一されて決まる。河内さんが言うようにクランクとシリンダー、言い換えればピストンが正しく直交していれば、加工後のエンジンがスムーズに動くことも分かる。4つの気筒も均質化されることで、スムーズさはさらに増す。これを数値化しているわけで、もはや量産車の手法ではないか。
「ある意味でそうです。加えて、機械が持つ公差による仕上げのズレを極力抑えて、意図的に当たりを作るような感じだとも思います。その上で、自社で内燃機加工を行うメリットも出てきます。必要な数字、ノックピンのピッチやこうした基準点のデータがあって、加工用の治具がある。そうして加工の基準点も明確。すると一貫で作業が出来るし、途中で何かが起こっても、すぐに対応出来る。
私はこうしたパーツ各部の加工を行って、社長(和久井さん)がエンジンを組み上げていくのですが、長年組んできた組み手の勘というか、組んでいる時に何かのズレや異常があると、すぐ気づく。それもお互いに意見を交換して対策しますし、それで次に必要な手が考えられる。それも内製のメリットになってます」
すべての基準をクランクに置いて精密構築が進む
エンジン腰上の作業も、クランクシャフトが基準点となっている。
「いわば積み木のようになっているんですよ」と河内さんも和久井さんも口を揃えて続けてくれる。そう、積み木をきれいに積むには、ひとつひとつを正しく丁寧に積む。それと同じで、ひとつずれれば完成時にズレが大きくなるのが、このように基準点を決めて、それに合わせてひとつひとつ正しく加工し組めば、全体の完成度は非常に高くなるということだ。そして話はフレームに及んでいく。注目したいのは、エンジン下に置かれたプレート治具だ。

▲治具のベース=定盤に置かれたこのプレートが重要。クランクケースが前後の穴で位置決めされてプレートに載る。つまり、基準となるクランクシャフトの位置を最初に決め、それに対しての現状のフレーム各部の位置を知り、ここを基準にして必要になる加工を行う。ネック角、ピボット位置、チェーンラインのオフセット量も個体ごとに、ここを基準に決められる。エンジンの高さも同様だ。
「フレームも測定治具上でキャスター角、ピボットが決められますが、その時にも基準点が要るんです。その基準も、クランクシャフトなんです」と河内さん。
「プレートの前後にはロアクランクケースを位置決めするノックピンがあって、そこにケースをダミーエンジンとして載せます。これを基準に、ヘッドやピボットの位置が決まる。すると、フレーム自体の曲がりやズレも、クランクケースを基準にどうなっているかが分かる。Zフレームのメーカーの図面なんて出てきませんから、それを知るには、こうして測るしかない。そのためにも、基準が要る。

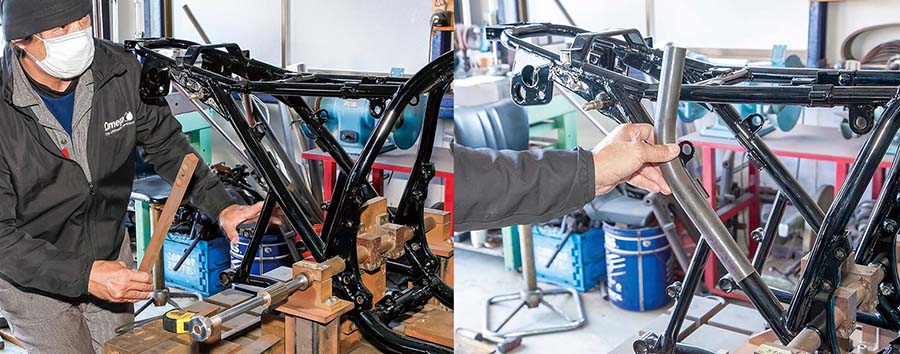
▲治具上に置かれたフレームのヘッドパイプ直後の水平/垂直を水準器で確認したところ。このフレームは見た目にかなりきれいだが、それでも左側が高くなっている。こうしたネガを洗い出して、治具上で再構築する。
さらに、Zのフレームはたとえ見た目がきれいで曲がってないようでも、かなりの確率で曲がりがあります。そのため測定治具に載せて測定器を当てて寸法を確認し、きちんと仕立て直さないといけない。
クランクケースの方は先ほどお見せしたようにクランクシャフトが基準。ここで、クランクシャフトの位置がエンジンだけでなく、車体、Z全体の基準になるんです。
それでケースからフレームがどのくらい離れているか等も各車両で合わせる。“Zだからこの数値”って一概には決められないんです。リヤのオフセットも、スイングアームもクランク基準で合わせる。それがGT-Mなんです。仕様によってエンジン位置(高さ)を変えるのも、この基準と、フレームを作れるこうした作業治具があるから出来ること。今まで20年間、ずっと社長とこんな取り組みを続けてきたんです」
和久井さんはこのような探求を進め、Zというバイクをもっと知り、GT-Mをさらに進化させたいと考えている。Z誕生から半世紀が経つ今、改めてZを知り、再構築する。単に今風に作ったでなく、進化した車両という印象には、こんな裏付けがあったのだ。
基準点に対してアッパーケースを精密合わせする

ダミークランクシャフトのノックピン位置に合わせてアッパークランクケースを被せ、メインベアリングキャップを締める。左右のベアリングも同様にしてブルドックで製作したホルダーで締める。これでケース加工の基準点が決まる(写真では加工後のケースを被せている)。


ケース左右のシリンダー用ノックピン(テンションスタッドの外に入る)穴で、ここも底部周囲の真円度と深さを測り、修正。

前後または左右に勾配があればそれは基準=真っ直ぐなクランクに対してのズレで、面研で修正する。
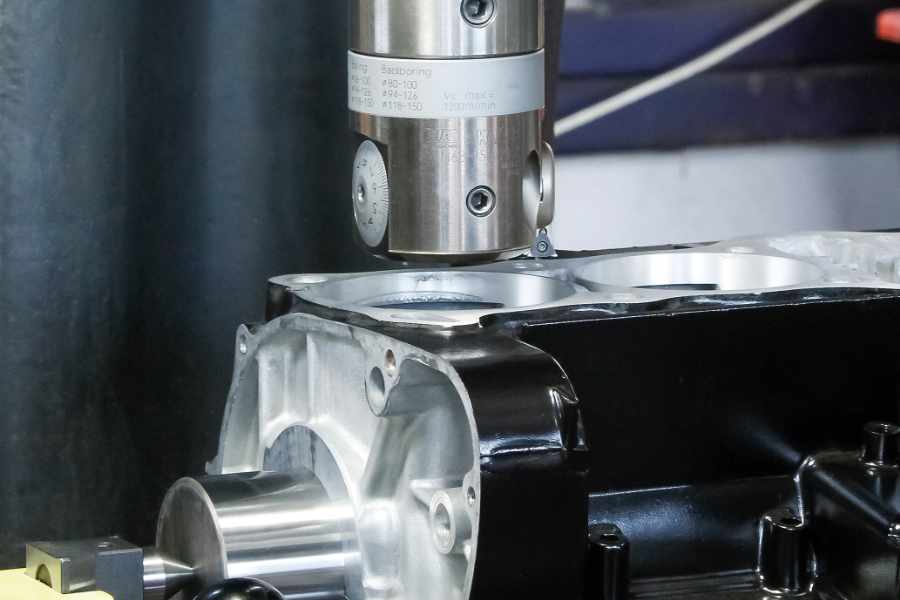
ケースボーリングのイメージだが、ツールがクランクに直角に入ると分かる。
クランクとケース、シリンダーが正しい直交関係に

確認&修正作業を終えた状態のアッパークランクケース。4つのシリンダーホールはダミークランクシャフトに平行に並び、各ホールの中心を通る線はシャフトに対して直角に交わる。

正しい直行関係によりスリーブもスムーズに入り、ボアを広げる際にケース加工する時もシリンダーとともにセンターが明確で一体性が高まる。
ダミーヘッドなどの治具で腰上の位置も正確化

ダミークランクシャフトによってクランクとクランクケースのZ/Y方向の平行が取れた。その上に載るシリンダーブロックとシリンダーヘッドも、同様にして平行を取って揃える。こちらはそのための治具であるダミーヘッドプレートだ。手前と片側側面は直角で、それぞれの面は平面仕上げして基準が決まっている。各穴はシリンダーブロックとノックピン位置が合わせてあり、シリンダー上下面とクランクケースの平行を出す。
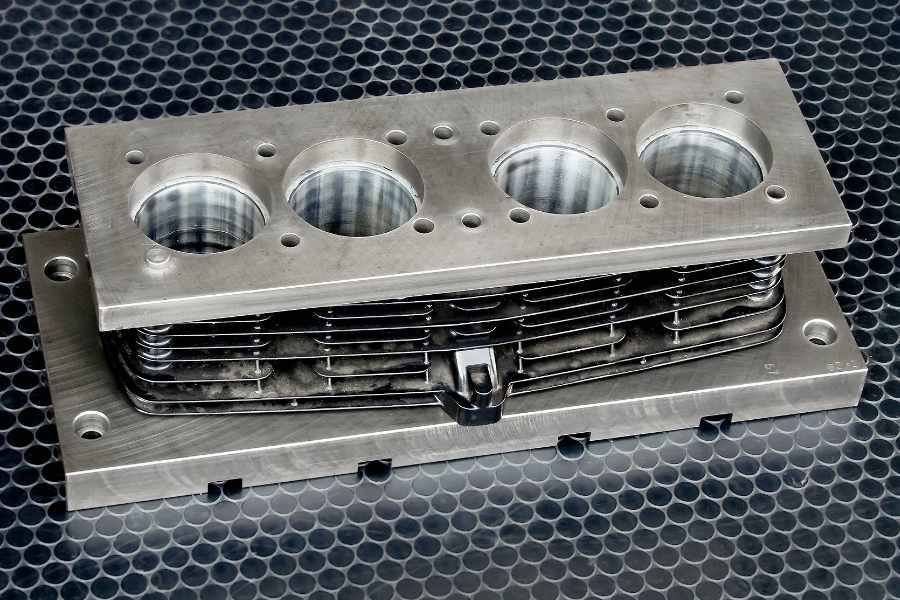
平行が出た状態でボーリング/ホーニングの治具としてダミーヘッド(下)とロアダミープレート(上、ダミークランクケースとなる)によってシリンダーを挟んでいる。

このようにシリンダー上面までが平行となり、この上にさらに平行を取ったシリンダーヘッドが載ることになる。

これはダミーヘッドカバーで、ツインプラグヘッド加工の治具になる。このように治具の基準も統一して定量化・正確化を図る。
フレームを直すのではなく“必要な形に正しく作り込む”

クランクとフレームの位置を数字でも把握する。ヘッドパイプ部の角度も、クランクケースを基準に考えることになる。

フレームを直すにも、基準が分からないとできない。それをクランクを基準に置くことで数値化している。ピボット治具もクランクケース用プレートとの位置関係をこのように数値化。スイングアームも、リヤサスの位置(写真左)も、シートレール加工(右)も同様に行われる。

ストックされ、加工を待つZのフレーム。一見きれいに見えても曲がりはあるとのことで、それをクランクケース、ひいてはクランクを基準に再構築する。
【協力】
ブルドック TEL0284-64-9825 〒326-0012栃木県足利市大久保町957-2 http://www.bulldock.jp
※本企画はHeritage&Legends 2021年5月号に掲載された記事を再編集したものです。
バックナンバーの購入は、https://handlmag.official.ec/ で!

WRITER




