
Zエンジンのアルミ+めっきスリーブと内燃機加工
今後を多角的に見据えたZエンジンのICBM
「いや、びっくりしました。私が入社して40年近く経ちますが、こんなことが起こるんだって」こう言うのは、井上ボーリングの代表、井上壯太郎さんだ。

▲井上ボーリング代表の井上壯太郞さん。同社は「エンジンで世界を笑顔に!」を合い言葉に、日本中からのエンジン部品加工の依頼を受け、作業している。
同社はその名の通り、シリンダーのボーリングやバルブまわりの加工、クランクバランス取りなどの内燃機加工を専業にした企業。中でも2輪車には注力していて、NSR250Rやマッハ系など2ストロークエンジンの作業はよく知られているが、当然のことながら4ストロークの作業でも厚く支持されている。
そしてこれらの作業は、角型Zも含めてエンジンの調子を維持、あるいは性能を高めるのに欠かせないものだ。ただ一般ではなかなか直接関わる機会は少なく、だいたいにおいてはショップ経由で作業依頼を行うことになる。そんな前置きを頭に入れて、続きを教えていただこう。井上さんが言うのだから、内燃機の話だ。

▲HRCからのRS250R/125Rシリンダー生産受注を起点に、NSR250Rのシリンダー再めっき等2スト加工で知られているが、4ストロークも業務の主。ヘッド加工も長年の実績がある。
「私たちが作っているアルミ製シリンダースリーブ、これがシリンダーブロックにスッと入るんです。常温で、スリーブ外径とブロック側の穴内径が同じ寸法で。しかも入ったら抜けないんです。〝考えられない!〞ってなりました。普通は0.3mmくらいスリーブ外径を大きくして、ブロック側を150〜230度Cあたりまで熱して膨張(ブロック側内径が広がる)させた上で、常温のままのスリーブを圧入する焼き嵌めで入れるものなんです。それが要らない。

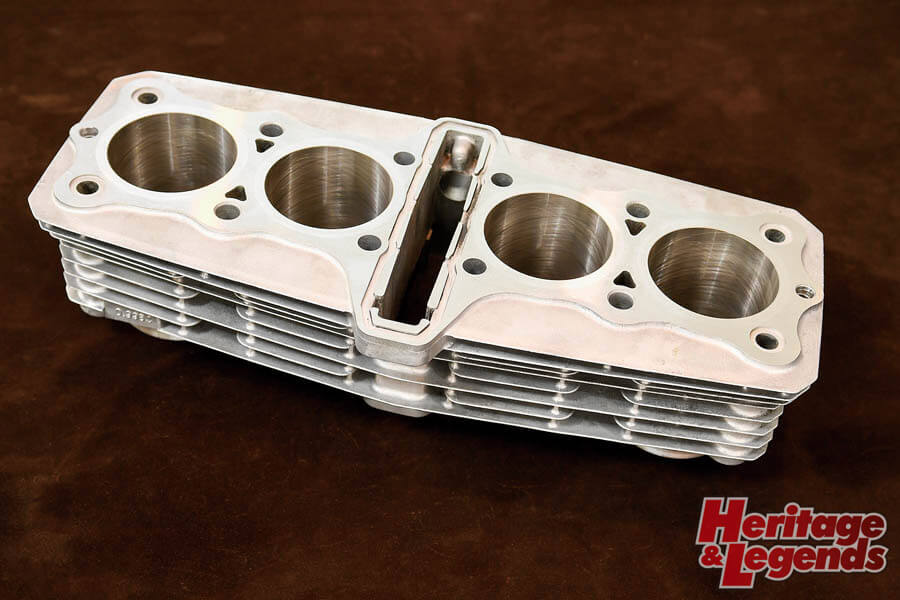
▲ICBMは[I]noue boring [C]ylinder [B]orefi nishing [M]ethodの略で、スリーブをアルミ化しめっき仕上げすることで鋳鉄スリーブに比べて摩耗を圧倒的に減らし、軽量で放熱性が良く、滑りもいいという理想的なシリンダーが作れるとするもの。将来的な再めっきや再スリーブ化にも対応し、永遠に使えるシリンダー再生のサービスだという。
焼き嵌めはそんな加工ですから1発で決めなくてはいけなくて、特に2ストだとポート穴がブロック側と少しでもずれたらダメ。やり直しも利かないんですよ。それが圧をかけなくて良いし常温だからすごく入れやすくなる。それに、スリーブは圧入する際に必ず歪みが出てしまうんです。力を加えながら入れていきますから。それでスリーブを入れた後にその歪み取り(編注:すごく簡単に言えばスリーブ穴をまっすぐに整備する感じ)と内壁へのクロスハッチ加工のために仕上げとしてのホーニングを行うんです。
ところが、それ(圧入後の修正ホーニング)も要らない。これはアルミスリーブを10年近くやってきて、去年発見したんです。それでスリーブは抜けないですから、どうなるのかも知りたくて使ってみると、そのままズレも緩みもない。内燃機関だから火を入れてシリンダーが熱せられて、先にスリーブが膨張した。そのことでより強固に食いついたんですね。

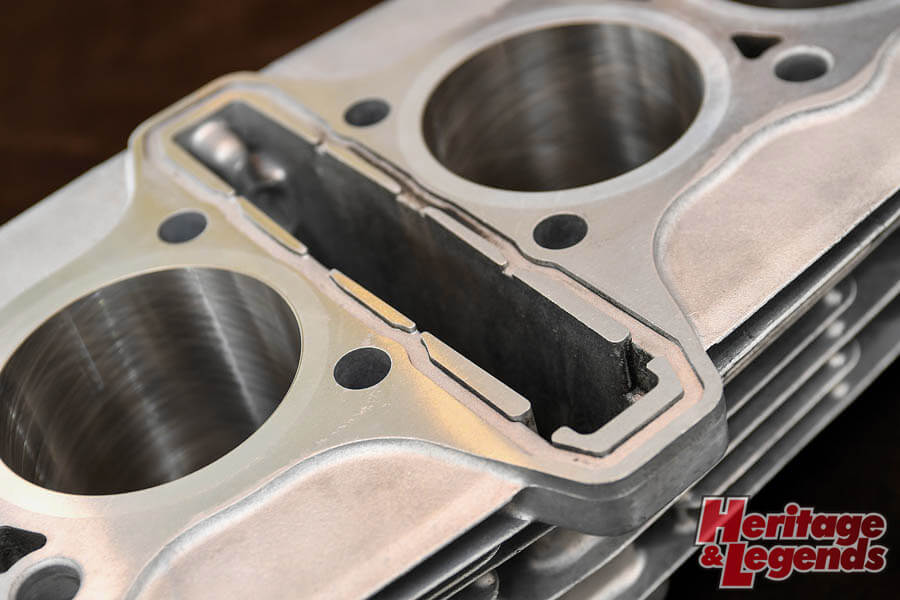
▲ICBMはT6処理されたアルミA6061材のムク棒を切り出した上で井上ボーリング内でのNC加工によって徐々に内径を広げていき、求める形状にする。その上で内壁に硬質めっき処理を行い、プラトーホーニングで仕上げる。
これで、新しい提案をしようと思っています。私たちのアルミ+内壁めっき加工スリーブ=ICBMを、ホーニングまで済んだ加工済みのスリーブとして販売する。それを買ったお客さんはスリーブとシリンダーを自分の近くの内燃機加工店に持っていって加工してもらう。その加工はシリンダーブロック内径をスリーブの外径と同じに開けて掴みしろを取って、持ち込まれたシリンダーを入れるだけでいいから、内燃機屋を名乗る業者さんならまずできる。
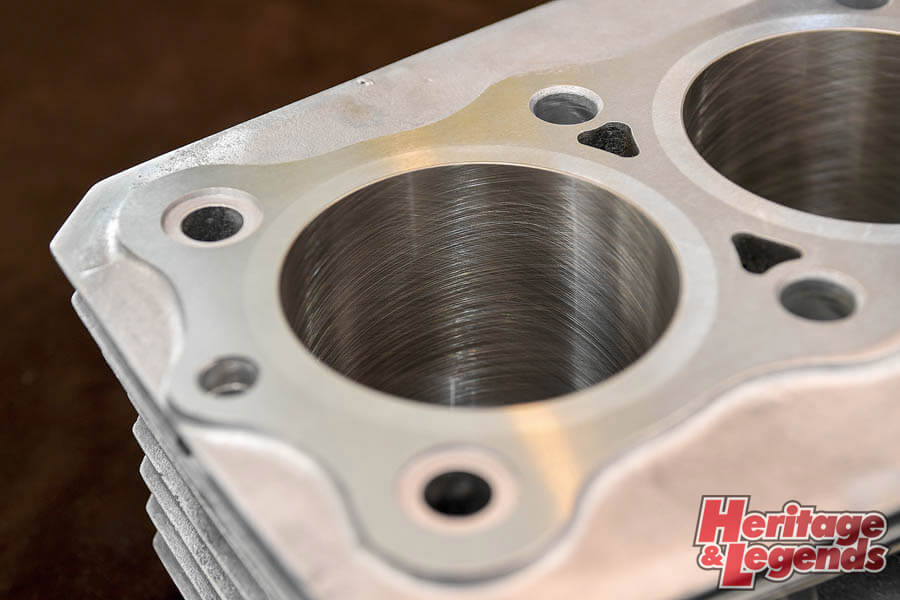
▲Z1000JシリンダーへのICBM加工品。アルミスリーブをアルミブロックに入れるため放熱性は高く軽量にもなる。中に見えるX状の筋はオイル保持のためのクロスハッチで、ひとつひとつの筋は台形の山と深い谷で形成されている。
しかも、プラトーホーニング(プラトー=高原の意味で、内径研磨面の摺動面『ひとつひとつの山』を平らな高原状にしつつ、潤滑に必要なオイル溜まり『深い谷部分』も確保する精密研磨加工。面粗度で通常のホーニングの1/ 10 の滑らかさ)加工もすでに済ませている。
現状ではICBM化は弊社(井上ボーリング)にシリンダーを送ってもらい、採寸と加工を行って発送という形で、施工もウチでしかできなかった。それが、全国どこででもできるようになる。内燃機屋さんにも仕事が行くし、作業も難しくない。ユーザーさんも待たせなくて済むし、私たちにはスリーブを作るという仕事がある。それでZを初めとした旧車の寿命を延ばせればと思うんです」
旧車とともにある内燃機加工も生かす
井上さんの新提案。この場合のICBM単品販売は、先の通り出荷時点でホーニング加工まで行われることになるから、受け取る側はそれをシリンダーブロックに入れれば良い。両者の寸法差はゼロ、常温でいい。この方法は多くのメリットがある。
「メリットで言うなら、ICBMはまず内壁のめっきで耐久性がぐっと高まります。シリンダーブロックもスリーブもアルミだから放熱性も高まるし、使用でスリーブが回ることもない。軽くもなりますから、ぜひ勧めたいです。
ただスリーブがアルミ(現状でA6061-T6材)なので大径化への不安は言われています。でも実はそれももう、ハヤブサ用φ83mmは実用済みで、前期型Zでもφ76mmまでならOK。それ以上、角型Zのヘッドと組み合わせたくなるφ77mmも素材をより強度の高い7075材にするテストは行って、組成的にはめっきとの相性も問題ないことは分かっています。あとは実使用でどうかだけ」

さまざまなケースを想定して幅広い使い道に対応しようとしているICBM。井上さんは鋳鉄スリーブの加工性の良さや使いやすさは重々承知していて、鋳鉄スリーブの加工ももちろん受けるし、否定はしない。ただICBMは今後の延命に優位ということなのだ。
もうひとつ、これはZ1の話だが、井上ボーリングではカワサキが発表したZ1/Z2新作シリンダーヘッドの販売時にはユーザーにICBMシリンダーもオーダーしてほしいと考える。
「せっかくメーカーから新品のシリンダーヘッドが買えるチャンスだから、シリンダーも長寿のICBMを使って、できるだけ長く楽しんでほしい」(井上さん)とのことだが、こちらも興味深い。
シリンダーだけでなく、ヘッドやクランクの加工も同社では行う。合わせて依頼してはどうだろうか。
井上ボーリングの提供するZ用各種作業
ICBMだけではなく井上ボーリングでは様々なZ用のメニューを用意している。ここでは井上ボーリングが提供する代表的なZ用のメニューを紹介していこう。
アルミスリーブ+内壁めっきシリンダー(ICBM)製作

説明したとおりICBM加工はもちろんお勧め。使用ピストンとシリンダーを送り、採寸からだと納期は約2カ月。かつて受けたオーダーと同じ寸法/仕様なら約1カ月。依頼入庫品のスペアを作り置きして納期を10日程度まで短縮する「エバースリーブ」構想も進行中だ。
ヘッドまわり加工(シートカット/バルブガイド打ち替えほか)
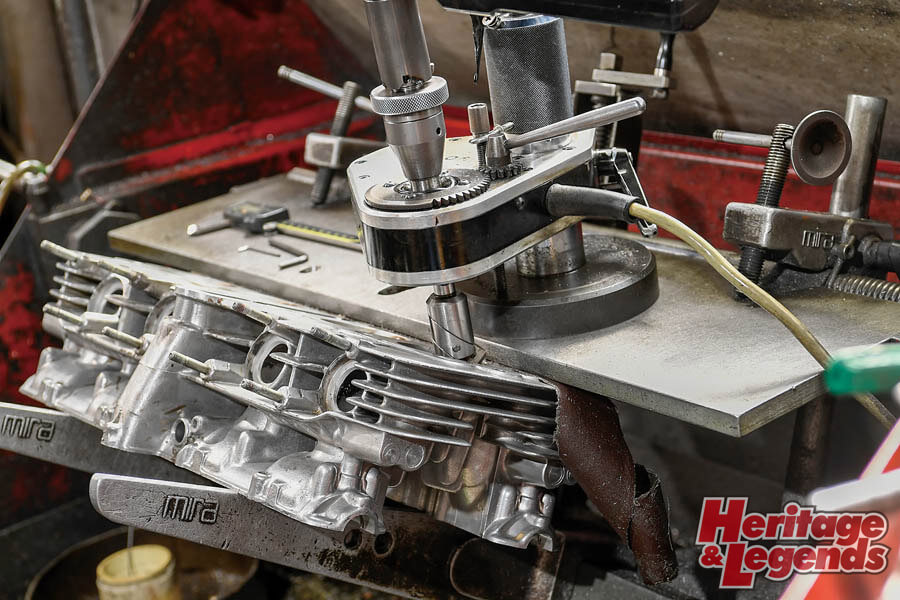
4ストロークエンジンでは欠かせないバルブシートカットやバルブガイド打ち替え等の加工ももちろん行う(写真はZ650用ヘッドでのバルブガイド加工)。Zシリーズのヘッド加工も多く依頼があり、都度このように作業が行われている。井上ボーリングは一般からの依頼も受ける。
シリンダーまわり加工(Oリング溝再生/ボーリング/ホーニング)
シリンダー内径を広げる/整形するボーリング加工や内壁の精密仕上げ研磨となるホーニングは当然のこととして、Z系ではシリンダーブロックセンターにガスケット代わりに入るOリング溝の再加工も行う。面研等で溝が浅くなったブロックにきちんとOリングが嵌まるようできる。
クランクバランス取り
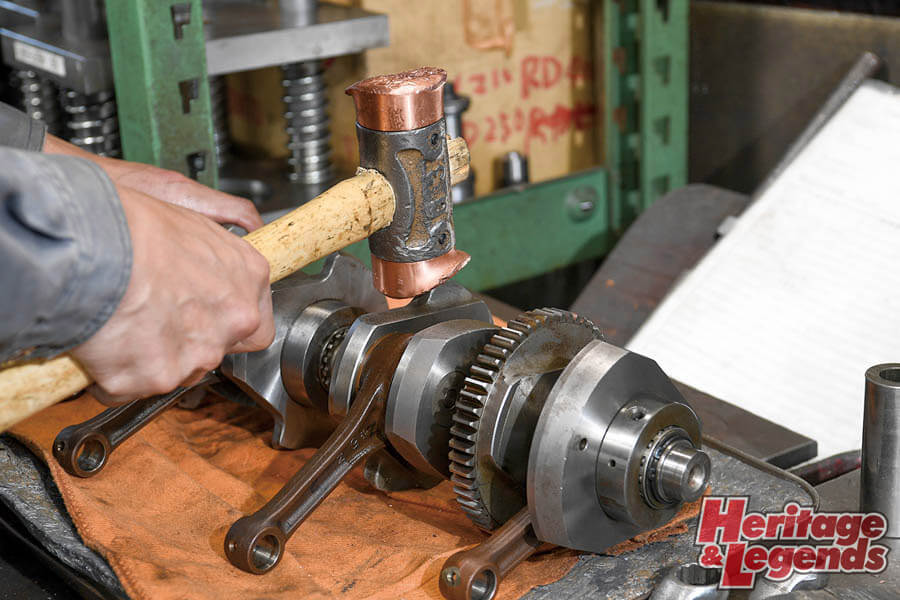
クランクシャフトの芯出しおよびバランス取り(写真はZ用)も行う。Z系はピンのズレも多く見られるとのことで、修正すべき箇所。井上ボーリングではZ用コンロッドの新作/組み込みも視野に入れている。
■取材協力・井上ボーリング
※本企画はHeritage&Legends 2019年12月号に掲載されたものです。
バックナンバーの購入は、https://handlmag.official.ec/ で!

WRITER




